Magnetpulverprüfung
MT Prüfung Schwarz-Weiß oder Fluoreszierend
Magnetpulverprüfung – MT
Durchführung im akkreditierten Prüflabor oder mobil vor Ort
Die Magnetpulverprüfung kommt bei der Erkennung von Fehlern, nahe und an Oberflächen, von ferromagnetischen Werkstoffen wie Gusseisen, Stahl, Cobalt und Nickel zum Einsatz.
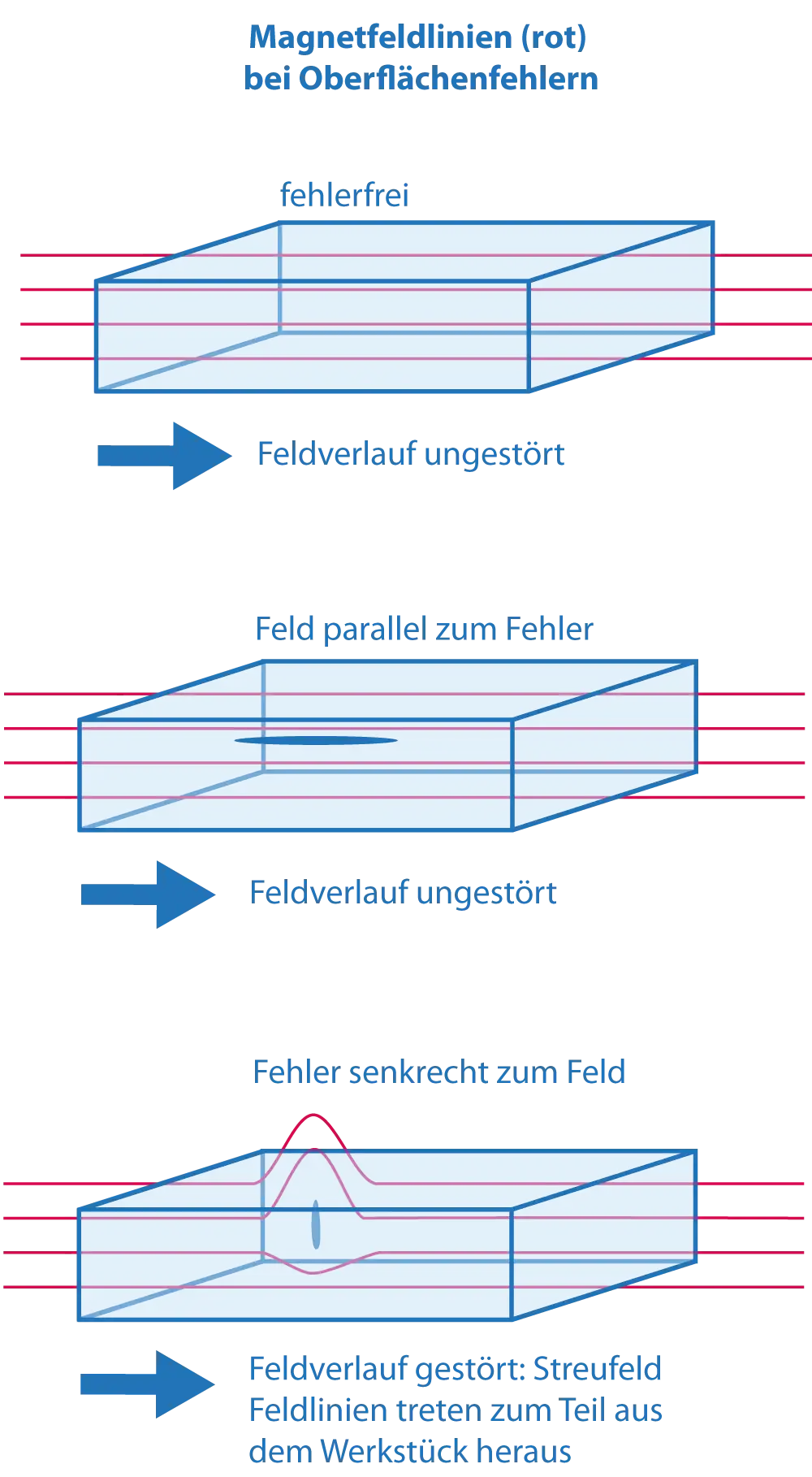
Es wird sich der Effekt zu nutze gemacht, dass Fehler im Werkstoff bei magnetischen Feldern geringe Streufelder an der Oberfläche erzeugen. An diesen Streufeldern sammeln sich die ferromagnetischen Partikel.

Das Prüfobjekt wird bei diesem Verfahren zunächst magnetisiert und in Kontakt mit einem Prüfmittel gebracht, welches magnetisierbare Partikel enthält. Diese folgen den magnetischen Feldlinien, da sie den geringsten Widerstand suchen und magnetisch schlechter leitende Bereiche, wie z.B. Risse in Form einer Fließveränderung bzw. durch Akkumulation entlang der Rissgeometrie deutlich sichtbar machen.

Zur Verstärkung des optischen Effekts werden die ferromagnetischen Partikel zusätzlich fluoreszierend umschlossen. So wird die Effizienz sowie die Validität der MT Prüfung optimiert.
Anwendungsbeispiele sind zum Beispiel: Schweißnahtprüfung, Guss- und Schmiedeteile, alle magnetischen Werkstoffe, Einzel- & Serienteile und Walzerzeugnisse.
Sie benötigen die Durchführung einer MT Prüfung?
Dann sind Sie bei der Zeros GmbH genau richtig.
Technische Informationen
Magnetpulverprüfung kurz erklärt
Die Magnetpulverprüfung ist das am meisten genutzte Verfahren der zerstörungsfreien Oberflächenrissprüfung. Hierbei besteht das Prüfmittel aus Eisenoxidpulver. Als Trägermittel zwischen Eisenoxidpulver und Prüfwerkstoff dient meistens Öl. Das Öl wird verwendet, um das Risiko der Korrosion des Werkstoffes zu vermindern und ein besseres Ergebnis der Fehlerdarstellung zu erzielen. Das Prüfmittel kann auch trocken auf den zu prüfenden Werkstoff aufgebracht werden.
Wenn man das Prüfmittel auf den vormagnetisierten Werkstoff bringt oder den Werkstoff nach dem Aufbringen magnetisiert, kann man anhand der Ausrichtung des Eisenoxidpulvers erkennen, wo sich Fehler im Material befinden. Um eine bessere Auswertung und Erkennbarkeit zu erreichen, kann das Prüfmittel z.B. fluoreszierende Eigenschaften haben, die man unter ultraviolettem Licht sichtbar macht. Nach der Durchführung muss der Werkstoff gereinigt werden.
MT Prüfung – Technik die wir anbieten:
- Kontrastverfahren
- manuelle Prüfung
- teilautomatisiert
- Spulen- und Jochmagnetisierung
- schwarz-weiß Prüfung
- fluoreszierende Prüfung
Ergänzende Verfahren:
- Farbeindringprüfung
- Phased Array
- Röntgenprüfung
- Oberflächenrissprüfung
- Rissprüfung
- Sichtprüfung
- Ultraschallprüfung
Die technische Funktionsweise der Magnetpulverprüfung
Die Magnetpulverprüfung, auch Fluxen genannt, ist ein Verfahren zum Nachweis von Rissen in oder nah (0,5 mm) der Oberfläche von ferromagnetischen Werkstoffen. Bei der Magnetisierung eines ferromagnetischen Materials werden die magnetischen Feldlinien, da sie den geringsten Widerstand suchen, im magnetisch bestleitenden Medium geführt. Wenn die Magnetfeldlinien auf einem magnetisch schlecht leitenden Bereich wie einen Riss treffen, so wird durch den hohen magnetischen Widerstand eine Fließveränderung verursacht. Diese erzeugt an der Oberfläche einen Streufluss, der eine Ansammlung ferromagnetischer Partikel verursacht, wodurch oberflächliche Fehler sichtbar werden.
Magnetisierung von Werkstoffen
Für die Magnetisierung eines Werkstoffes gibt es mehrere Verfahren, wie zum Beispiel: Stromdurchflutung in Spannvorrichtung, Spulenmagnetisierung, Felddurchflutung mit Innenleiter oder Aufsetzelektronen.
Beim Magnetisieren benutzt man häufig Gleichstrom, Wechselstrom oder Dauermagneten. Bei kleineren Werkstoffen nimmt man häufig die Stoßmagnetisierung (durch Kondensator Entladung), damit sich der Werkstoff nicht zu stark erhitzt. Welches Magnetisierungsverfahren genutzt wird, ist abhängig von der Werkstoffgeometrie, der Größe des Prüfkörpers und der Art der vermutlichen Fehler, die auftreten können.
Entmagnetisierung nach der Prüfung
Bei der Magnetpulverprüfung bleibt der Prüfwerkstoff magnetisiert, solange dieser nicht mit anderen Werkstoffen in Berührung kommt oder entmagnetisiert wird. Damit keine Restmagnetisierung übrig bleibt, wird der Werkstoff nach der Prüfung meist entmagnetisiert, da es durch die restliche magnetische Wirkung zu Problemen bei der Weiterverarbeitung oder zu unerwünschten Effekten im Gebrauch kommen kann. Das sind zum Beispiel: das Anhaften von Metallspänen in der Fabrik, die Ablenkung des Lichtbogens beim Schweißen oder Effekte auf elektrische Instrumente in Maschinen. Zum Entmagnetisieren muss der Werkstoff durch ein veränderliches Magnetfeld. Das wird über das sogenannte Niederfrequenzmagnetisierungs- oder Gegenpolverfahren erreicht. Beim Niederfrequenzverfahren liegt ein Wechselstrom mit niedriger Hz-Zahl an, wodurch das Magnetfeld langsam wechselt. Das Gegenpolverfahren beruht darauf, dass der Prüfkörper durch ein Magnetfeld hin und her bewegt wird. Um eine wirkliche endgültige Entmagnetisierung zu erreichen, muss der Werkstoff dabei aus der Erdfeldrichtung, Nord-Süd, herausgedreht werden, also in Ost-West Richtung.
Anwendungsbeispiele der Magnetpulverprüfung
Anwendungsbeispiele: Schweißnahtprüfungen, Guss- und Schmiedeteile, alle magnetischen Werkstoffe, Einzel- & Serienteilprüfungen und Walzerzeugnisse.
Akkreditiert für die MT Prüfung